
Сертификаты на металлопрокат
Популярные товары в каталоге

Круговая резка металла
Услуги по круговой резке металла. Заказать круговую резку металлопроката на профессиональном оборудовании.

Услуги по снятию фаски с металле. Заказать снятие фаски на профессиональном оборудовании.

Плазменная резка металла
Услуги плазменной резки металлопроката. Заказать обработку металла на станке для плазменной резки.

Услуги гальванического цинкования. Заказать нанесение защитного покрытия на изделие, методом гальванического цинкования.

Резка металла газом
Услуги газовой резки металла. Заказать газовую резку, при покупке металлопроката.

Услуги по механическому нанесению маркировки на трубу. Заказать нанесение маркировки на металлические трубы.

Услуги дробеструйной обработки металла. Заказать обработку металлопроката методом дробеструйной очистки.

Рубка металла гильотиной
Услуги рубки металла гильотиной. Заказать обработку металлопроката на гильотинном станке для рубки.

Услуги по гибке металла. Заказать гибку металлопроката на профессиональном оборудовании.

Услуги покраски металлопроката. Заказать защитную окраску металлоконструкций.

Услуги шлифовки металла. Заказать обработку металлопроката на шлифовальном оборудовании.

Услуги по сварке металлоконструкций. Заказать сварочные работы по металлу.

Услуги по грунтовке металла. Заказать нанесение грунтового покрытия на металлоконструкции.

Резка металла ленточной пилой. Заказать обработку металлопроката на станке для ленточной резки.
Запрос коммерческого предложения
Сертификат соответствия Госстандарта РФ на профлист
Профили стальные листовые гнутые С8-1035, С8-1150; С21-1000, СКС20-1100; СК15-894, СК15-1118; СКН44-1000, СКН50-600, СКН90-1000, СКН105-1275, СКН127-1100; СКН153-900, СКН157-800; СКН135-1000 CKH50Z-600, CKH90Z-1000, CKH153Z-900, CKH157Z-800, H60Z-845; Н57-750, Н60-845, Н75-750, Н114-600, Н114- 750, НС35-1000
Сертификат соответствия Госстандарта РФ на профнастил
Профили стальные листовые гнутые с трапециевидными гофрами для сталежелезобетонных конструкций HA50Z-600; HA60Z-845; HA90Z-1000; HA153Z-900; HA157Z-800; по ГОСТ Р 58389-2019
Техническое Свидетельство о пригодности профилированных листов СКН90Z-1000 и СКН50Z-600 для применения в строительстве на территории Республики Беларусь
Техническое Свидетельство для применения в строительстве листов СКН90Z-1000 и СКН50Z-600 на территории Республики Беларусь
Сертификат соответствия Госстандарта РФ на окрашенную сталь
Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций толщиной от 0.4 до 1.2 мм,шириной до 1500 мм
Сертификат соответствия Госстандарта РФ на лист/штрипс оцинкованный и с полимерным покрытием
Листы рубленные и лента резаная (штрипс) из проката рулонного (без покрытия и с полимерным покрытием) СТО 44880798-42-3032 (СТП/ПП/42)
Сертификат соответствия Госстандарта РФ на сетку ЦПВС
Сетка цельнометаллическая просечно-вытяжная
Сертификат на сетку металлическую сварную
Сетка металлическая сварная
Сертификаты соответствия и технические свидетельства на винты самосверлящие самонарезающие
1.Сертификат соответствия крепежных изделий для строительно-монтажных работ шестигранный «Gunnebo»
2.Европейский технический сертификат ETA-12/0140
3.Европейский технический сертификат ETA-12/058 0
4.Протокол лабораторных испытаний винтов самонарезающих «Gunnebo»
5.Техническое свидетельство о пригодности для применения в строительстве
Сертификат дилера ПАО «Северсталь»
Сертификат дилера по продажам кровельных материалов из оцинкованного металлопроката с полимерным покрытием «Стальной шёлк»
Гарантийный сертификат и гарантия на покрытие «Стальной шелк»
Гарантийный сертификат
Гарантия
Сертификат соответствия системы менеджмента качества стандарту ISO 9001:2000
Сертифицированы следующие виды деятельности:
Производство профилированного листа. Нанесение декоративно-защитного покрытия на рулонную сталь. Разработка и изготовление оборудования по производству профилированного листа и нанесению декоративно-защитного покрытия на рулонную сталь.
Мы открыты: Пн — Пт 8:00 -17:00
СПК Русь
Продажа металлопроката по ценам производителя. Изготовление и монтаж металлоконструкций.
Позвоните нам 8 (499) 397-88-61
Сертификат на сетку
СПК Русь — Тема от Grace Themes
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА СССР
СЕТКИ АРМАТУРНЫЕ СВАРНЫЕ ДЛЯ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ И ИЗДЕЛИЙ
Общие технические условия
Welded reinforcing meshes for reinforced
concrete structures and products.
General specifications
ОКП 12 7600
Дата введения 1986-01-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 28 ноября 1984 г. N 194
ВЗАМЕН ГОСТ 23279-78
ПЕРЕИЗДАНИЕ. Октябрь, 1987 г.
Настоящий стандарт распространяется на сварные плоские и рулонные сетки (далее — сетки), изготовляемые на предприятиях строительной индустрии из арматурной стали диаметрами от 3 до 40 мм включительно, с расположением стержней в двух взаимно перпендикулярных направлениях и предназначенные для армирования сборных и монолитных железобетонных конструкций и изделий.
1.1. Сетки подразделяют:
1.2. В зависимости от диаметра стержней сетки подразделяют на тяжелые и легкие.
1.2.1. К тяжелым относят сетки, имеющие в одном направлении стержни диаметром 12 мм и более.
1.2.2. К легким относят сетки с продольными и поперечными стержнями диаметром от 3 до 10 мм включительно.
1.3. По расположению рабочей арматуры сетки подразделяют:
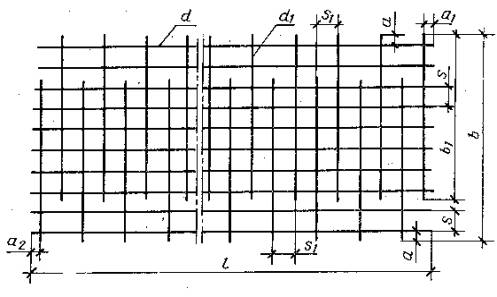
2. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
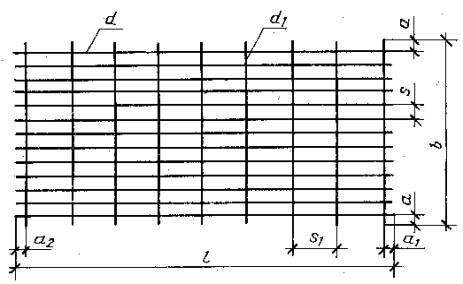
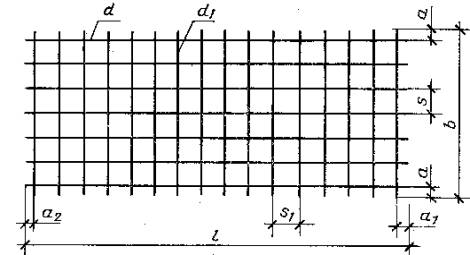
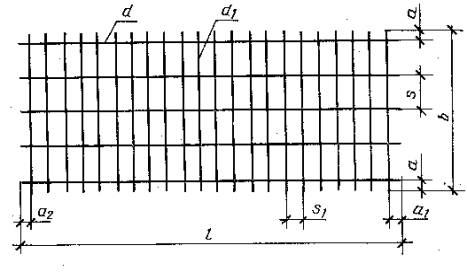
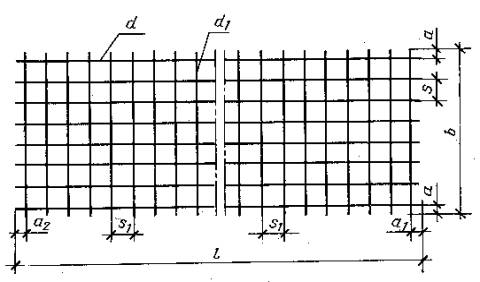
2.1. Сетки изготовляют следующих типов (черт.1 и 2):
2.2. Сетки изготовляют плоскими или рулонными.
Рулонными изготовляют легкие сетки с продольными стержнями из арматурной проволоки диаметрами от 3 до 5 мм включительно.
2.3. Сетки должны иметь в одном направлении стержни одинакового диаметра.
2.4. Сетки изготовляют с квадратными или прямоугольными ячейками.
2.5. Диаметры рабочей арматуры сеток назначают из условия необходимой по расчету площади поперечного сечения арматуры.
2.6. Отношение меньшего диаметра стержня к большему должно быть не менее 0,25.
2.7. Основные параметры сеток приведены в таблице.
Вид сетки Тип сетки Ширина сетки, bДлина сетки, lДиаметры стержней, d1/d2Расстояние между стержнями
(в осях) — шаг стержней Размеры выпусков стержней
продольных, s поперечных, s1 поперечных, a продольных,
a1 и a2
Тяжелые 1 От 650 до 3050 От 850 до 9000 200* 600** 25 Кратно 25
2 От 850 до 5950 200 200 Кратно 25
3 От 850 до 3050 От 850 до 6250 200
400 200*
Легкие 4 От 650 до 3800 От 850 до 9000 или до длины рулона 100 (150)
200
300
400
500 100 (75)
150 (125)
200 (175)
250
300
400 25***
5 От 3950 до 9000 или до длины рулона
* Допускается применение шага стержней 100 и 300 мм в сетках по утвержденной до 1 января 1985 г. типовой проектной документации на железобетонные конструкции.
** Допускается применение шага стержней 300 мм в сетках по утвержденной до 1 января 1985 г. типовой проектной документации на железобетонные конструкции.
*** См. указания п.2.9.
2.8. Расстояние между стержнями — основной шаг стержней в одном направлении следует принимать одинаковым.
2.8.1. В тяжелых сетках типа 1 для поперечных стержней у края сетки допускается применение доборного шага 100, 200 и 300 мм.
2.8.2. В легких сетках помимо основного шага стержней в продольном направлении допускается применение доборного шага у краев сетки, а также в месте ее резки.
Доборный шаг продольных стержней принимают от 50 мм до размера основного шага кратно 10 мм у края сетки и кратно 50 мм в месте резки сетки. Доборный шаг поперечных стержней принимают от 50 до 250 мм кратно 10 мм.
2.9. Размеры выпусков продольных и поперечных стержней следует принимать равными 25 мм или кратными 25 мм в соответствии с указанными в таблице.
В легких сетках, изготовляемых в одну полосу, размеры выпусков продольных стержней допускается принимать от 30 до 200 мм кратно 5 мм, а размеры выпусков поперечных стержней — равными 15, 20 и 30 мм, а также от 25 до 100 мм кратно 25 мм.
2.10. Сетки обозначают марками следующей структуры где ;
— обозначение типа сетки (п.2.1)
— буквенное обозначение наименования сварной сетки (с добавлением для рулонных сеток индекса «р» — Ср);
— диаметр соответственно продольных и поперечных стержней с указанием класса арматурной стали;
— соответственно ширина и длина сетки в сантиметрах.
В марке сетки дополнительно приводят:
Для сеток с размерами выпусков поперечных и продольных стержней, отличающимися от 25 мм, марку сетки после обозначения длины сетки дополняют
где a1, a1 — значения выпусков продольных стержней (при приводят только одно значение) в миллиметрах);
— значение выпусков поперечных стержней в миллиметрах.
Примеры условных обозначений:
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Сетки следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам и технологической документации, утвержденной в установленном порядке.
3.2. В качестве рабочей арматуры в тяжелых сетках следует применять стержневую горячекатаную арматурную сталь класса А-III диаметрами 12- 40 мм и термомеханически упрочненную арматурную сталь класса Ат-IIIC диаметрами 12-18 мм.
При технико-экономических обоснованиях в качестве рабочей арматуры допускается применение стержневой горячекатаной арматурной стали классов А-II и А-I диаметрами 12-32 мм.
3.3. В качестве распределительной арматуры в тяжелых сетках типа 1 применяют арматурную сталь класса А-III и Ат-IIIC диаметрами 6 — 16, в сетках типа 3 — арматурную сталь класса А-II диаметрами 10-16 мм и класса А-I диаметрами 6-16 мм.
3.4. Легкие сетки следует изготовлять из арматурной проволоки класса Вр-I диаметрами 3-5 мм, стержневой горячекатаной арматурной стали классов А-III и А-I диаметрами 6-10 мм.
В качестве распределительной арматуры допускается применять арматурную проволоку класса B-I диаметрами 3-5 мм.
3.5. Марки арматурной стали должны соответствовать маркам, установленным проектной документацией (согласно требованиям строительных норм и правил по проектированию бетонных и железобетонных конструкций в зависимости от условий эксплуатации конструкций) и указанным в заказе на изготовление сеток.
3.6. Арматурная сталь должна удовлетворять требованиям:
3.7. Крестообразные соединения стержней в сетках следует осуществлять контактной точечной сваркой в соответствии с требованиями ГОСТ 14098-85.
Режимы сварки должны соответствовать требованиям СН 393-78.
3.8. В сетках с рабочей арматурой из гладкой стержневой арматурной стали класса А-I должны быть сварены все пересечения стержней.
В сетках с рабочей арматурой периодического профиля (стержневой и проволочной) допускается сварка пересечений стержней через одно или через два пересечения в шахматном порядке, если в рабочих чертежах отсутствуют специальные указания.
В арматурной сетке допускается наличие не более двух несваренных пересечений стержней на площади 1 кв.м сетки из числа пересечений, подлежащих сварке.
3.9. Стержни в местах сварки при испытании на растяжение (ослабленные в местах пересечений и стыков) должны иметь разрывное усилие или временное сопротивление разрыву не ниже требуемого по ГОСТ 10922-75.
3.10. Требования к прочности сварных соединений стержней на срез — по ГОСТ 10922-75.
Если к сварным соединениям стержней из арматурной стали периодического профиля, расположенных в двух или одном направлении, не предъявляют требования равнопрочности, то браковочная нагрузка при испытании на срез должна составлять не менее 50% разрывного усилия арматурной проволоки или временного сопротивления разрыву арматурной стали меньшего диаметра.
3.11. Крестообразные соединения стержней сеток не должны разрушаться от ударных воздействий при свободном сбрасывании сеток с высоты 1 м.
3.12. Стыковые соединения стержневой арматурной стали следует осуществлять контактной стыковой сваркой по ГОСТ 14098-85.
Режимы сварки — по СН 393-78.
Рабочая арматура на длине стержня 6 м не должна иметь более двух стыковых соединений, а на длине стержня 12 м — более трех стыковых соединений.
Стыковые соединения стержней одного направления в пределах шага арматуры в другом направлении допускаются не менее чем через три стержня.
3.13. Значения относительной осадки в крестообразных соединениях стержней (в долях меньшего диаметра свариваемых стержней) должны быть при арматурной стали классов:
3.14. Значения действительных отклонений геометрических параметров сеток не должны превышать предельных, указанных в ГОСТ 10922-75.
3.15. Продольные и поперечные стержни в сетках должны быть прямолинейными.
Значения действительных отклонений от прямолинейности стержней не должны превышать 6 мм на длине стержня 1 м.
4. ПРАВИЛА ПРИЕМКИ
4.1. Приемку сеток следует производить партиями в соответствии с требованиями ГОСТ 10922-75 и настоящего стандарта.
4.2. В каждой отобранной от партии сетке или рулоне дополнительно проверяют:
4.3. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей проводят повторную проверку на удвоенной выборке. Результаты повторной проверки распространяются на всю партию.
Если при повторной проверке хотя бы одна сетка не удовлетворяет требованиям ГОСТ 10922-75 и настоящего стандарта, все сетки подлежат поштучной приемке.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Методы контроля и испытаний сеток должны соответствовать установленным ГОСТ 10922-75 и настоящим стандартом.
5.2. Ширину и длину плоских сеток, шаг продольных и поперечных стержней, размеры выпусков, прямолинейность стержня и разницу в длине диагоналей, а также ширину рулонной сетки, шаг продольных и поперечных ее стержней, размеры выпусков и прямолинейность поперечных стержней проверяют рулеткой по ГОСТ 7502-80 или металлической линейкой по ГОСТ 427-75.
5.3. Крестообразные соединения проверяют на ударное воздействие на постах изготовления и пакетирования сеток путем свободного сбрасывания сеток с высоты 1 м на бетонное основание или на металлические подкладки.
6. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Плоские сетки должны быть связаны в пакеты. Масса пакета не должна превышать 3 т.
6.2. Пакет сеток должен быть связан мягкой проволокой не менее чем в четырех местах, а рулон сетки — не менее чем в трех местах.
6.3. К каждому пакету и рулону сеток должно быть прикреплено не менее двух металлических или фанерных бирок, на которых указывают:
Бирки должны прикрепляться с разных сторон пакета и рулона.
6.4. Каждая партия сеток, поставляемых специализированными заводами арматурных изделий, должна сопровождаться документом о качестве, в котором указывают:
Документ должен быть подписан работником, ответственным за технический контроль предприятия-изготовителя.
6.5. Сетки следует транспортировать в горизонтальном положении.
При погрузке, транспортировании и разгрузке сеток должны соблюдаться меры, обеспечивающие их сохранность от повреждения. Способы выполнения погрузочно-разгрузочных работ должны соответствовать предусмотренным правилам техники безопасности в строительстве.
6.6. Сетки должны храниться в крытом помещении. Пакеты сеток следует хранить раздельно по маркам в штабелях высотой не более 2 м. Рулоны сеток складируют не более чем в три яруса. При складировании сеток между штабелями должен быть обеспечен свободный проход шириной не менее 0,5 м.
6.7. При хранении и транспортировании каждый пакет должен опираться на деревянные подкладки и прокладки толщиной не менее 30 мм. Подкладки под сетки следует укладывать по плотному, тщательно выровненному основанию. При хранении сеток в штабелях прокладки между пакетами по высоте штабеля должны быть расположены по вертикали одна над другой.